
Niedawno pisaliśmy o odnalezionych w archiwach dokumentach związany z uruchomieniem Państwowej Fabryki Liczników i Zegarów Elektrycznych w Świdnicy (późniejszy PAFAL) – czytaj tutaj: Państwowa Fabryka Liczników. 1945 r.
Przedstawiliśmy w nim informacje o pierwszych tygodniach pracy związanych z przywracaniem fabryki do użytku. Interesującym dokumentem w omawianej jednostce archiwalnej jest plan organizacyjny fabryki z podziałem na poszczególne wydziały oraz schemat organizacji produkcji. Warto ten dokument zacytować w całości (pisownia oryginalna), daje on bowiem obraz, jak zorganizowano produkcję w fabryce w jej pierwszych tygodniach funkcjonowania. Plan ten został opracowany i zatwierdzony 17 grudnia 1945 roku i wysłany do zatwierdzenia do Zjednoczenia Przemysłu Aparatów Elektrycznych w Łodzi.
Plan rozmieszczenia warsztatów i sal produkcyjnych
I Dopływ surowców
Główny magazyn pozostał na starym miejscu i znajduje się w odległości 70 metrów od pierwszej, wewnętrznej kondygnacji budynku fabrycznego. Z tego powodu w salach produkcyjnych urządzono magazyny przejściowe w których umieszcza się surowce, względnie półfabrykaty przeznaczone bezpośrednio do produkcji. Zaopatrywanie tych magazynów z magazynu głównego następuje dwa razy dziennie przy pomocy wozy transportowego.
II Rozplanowanie budynku fabrycznego
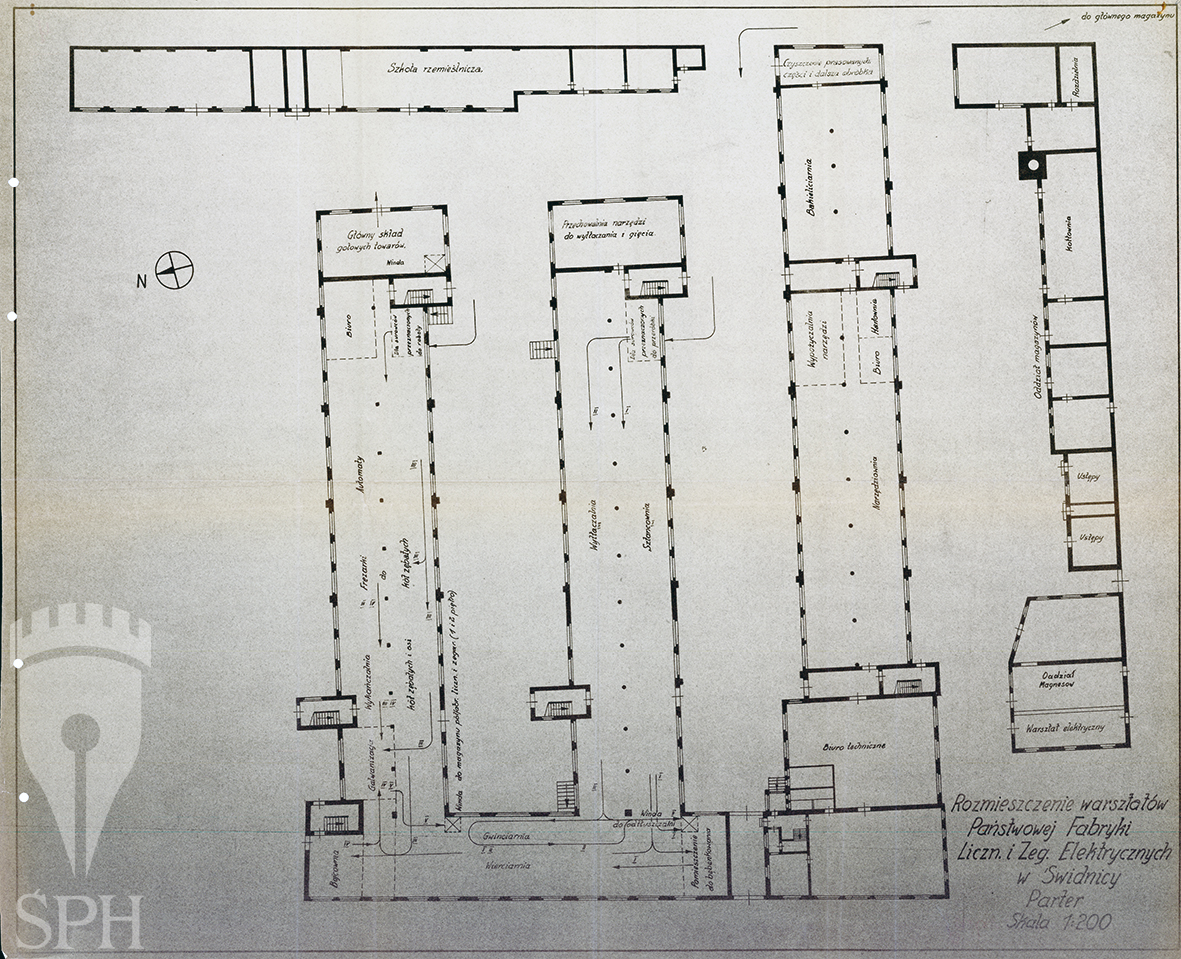
– parter
1. Bakeliciarnia – pomieszczenie to nadaje się doskonale do tego celu, gdyż jest oddzielone od innych pomieszczeń i sąsiaduje z oczyszczalnią części. Już zmontowany ekshaustor stanowi bez dodatkowych przeróbek instalacje do odpowietrzania pomieszczenia.
2. Narzędziarnia – jest oddzielona od samego ruchu. Sala jest jasna – dobry rozdział możliwy. Lewa strona przeznaczona jest dla maszyn, prawa zaś dla stołów roboczych. W tej sali będzie oddzielona niewielka przestrzeń, przeznaczona do remontu maszyn.
3. Wytłaczarnia – w tym oddziale przewidziany jest połączony taśmą ruchomą zespół maszyn do produkcji osłon i podstaw. Pomieszczenie jest wystarczające, nawet przy poważnym powiększeniu produkcji.
4. Sztancownia – w tym oddziale przewiduje się zespół maszyn, połączonych ze sobą taśmą ruchomą, dla produkcji względnie kompletnego wykończenia rdzeni. Na początku Sali w której mieści się sztancownia i wytłaczarnia, znajduje się magazyn narzędzi dla obydwu oddziałów, jak też wzorce i sprawdziany. Transport narzędzi, a szczególnie ciężkich narzędzi dla osłon – wynosi zaledwie kilka kroków. W samej przechowalni narzędzi zmontowane będą stoły robocze do natychmiastowej kontroli narzędzi, wracających z pracy. Przewidziana jest też na miejscu lekka naprawa, jak wymiana igieł itp. Na końcu tego pomieszczenia nastąpi w biegu produkcji rozdział półfabrykatów. Część, która jest przeznaczona do lakierowania zostaje odtransportowana windą na I-sze piętro do odtłuszczalni. Są to: podstawy, osłony, rdzenie, ramki nożne, ramki do liczydeł itd. Druga część idzie do wierci arni i gwinciarki, do dalszej obróbki. Część wyciętych w sztancowni półfabrykatów idzie do bębenkowania i stamtąd wraca do dalszej obróbki do sztancowni. Z gwinicarni względnie wierci arni – w zależności od materiału – część idzie do bajcowni, a część do galwanizacji.
5. Bajcownia i galwanizacja – przy umieszczeniu bajcowni w sąsiedztwie sal produkcyjnych powstał problem wpływu kwasu siarkowego na metale w salach produkcyjnych. Niebezpiecznym jest również wpływ gazów powstających przy bajcowaniu o ile dostałyby się do licznikowi, znajdującej się na II piętrze (druty emaliowane). Jednakowoż właśnie umieszczenie bajcowni w wyznaczonym miejscu daje możliwość wyprowadzenia gazów wzdłuż ścian zewnętrznych budynku w uszczelnionym kominie na wysokość 3 metrów, ponad II piętro. Dotychczasowa zaś bajcownia mieściła się w pomieszczeniu sąsiadującym ze szkołą rzemieślniczą w budynku parterowym tak, że przy wietrze w kierunku fabryki, mogłyby się przedostać gazy do licznikowni. Poza tym istnieje w tym układzie problem transportowania galwanizowanych i bajcowanych przedmiotów przez podwórze, co podczas deszczu na przykład było dla produkcji szkodliwe. Bajcowania będzie oddzielona od sali fabrycznej przez ścianę heraklitową i przez drugą ścianę oszkloną, zaś naczynia do trawienia będą umieszczone w budce szczelnie zamkniętej.
6. Sala automatów – dopływ materiałów do automatów nastąpi – jak już zaznaczono – z głównego składu przez magazyn tranzytowy. Po przeróbce część wyprodukowanych przedmiotów idzie do gwinciarki, część zaś na wykończeniu (…?…) kół zębatych i osi. Reszta bezpośrednio do bajcowani względnie galwanizacji. Zatem wszystkie półprefabrykaty poza częściami, które idą do lakierni – koncentruje się w galwanizacji i bajcowni. Moment ten był jednym z najważniejszych argumentów umieszczenia bajcowni i galwanizacji centralnie. Z tych dwóch oddziałów gotowe półprefabrykaty idą do magazynu półprefabrykatów zegarów na I piętro i liczników na II piętro za pomocą windy.
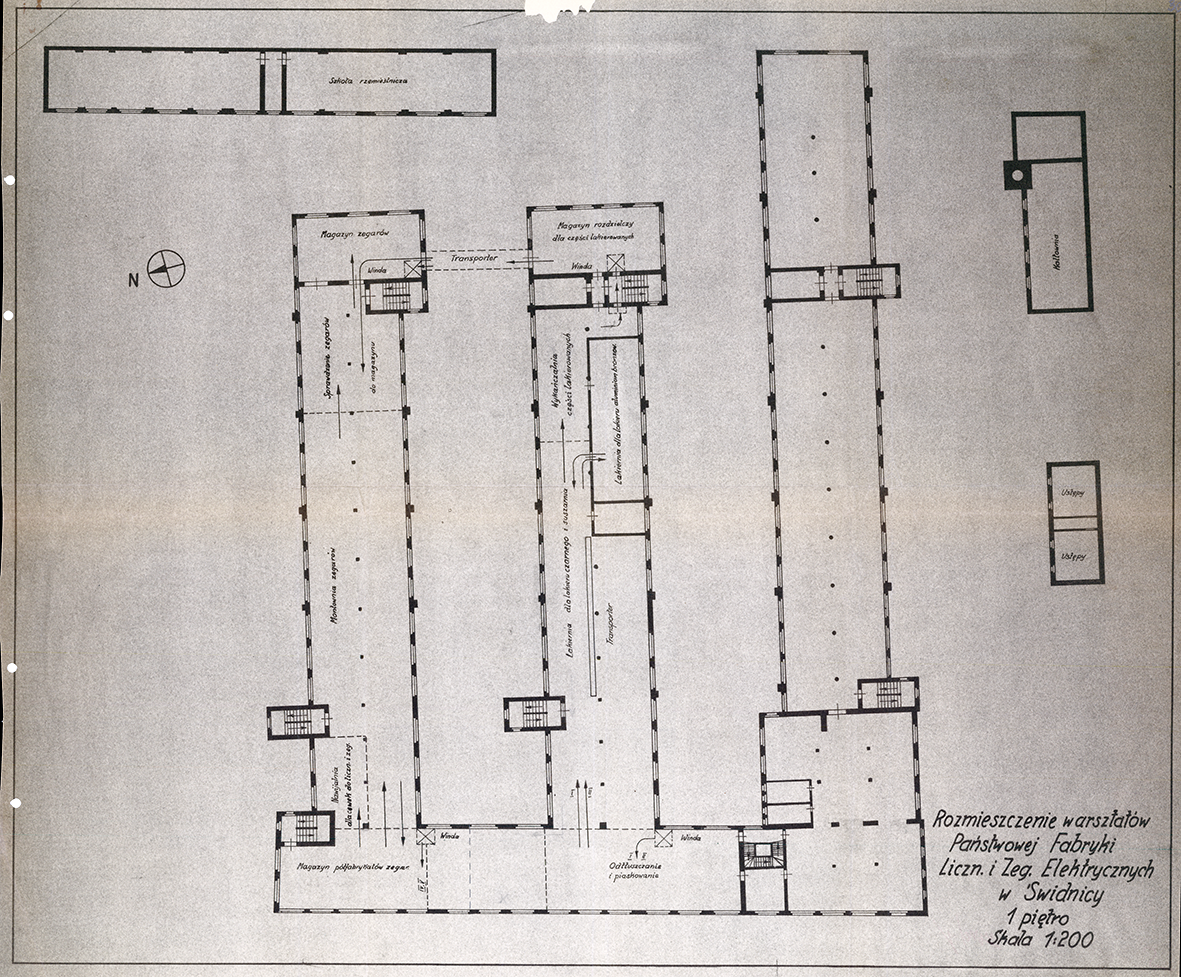
– I piętro
1. Lakierowanie – Podane przez windę na I-sze piętro części przeznaczone do lakierowania, podlegają odtłuszczeniu i piaskowaniu poczym przechodzą do lakierowni. Części lakierowane na czarno w głównej mierze na automacie idą bezpośrednio do pieca z ruchomym rusztem, po wyjściu z którego wracają do automatu, do powtórnego lakierowania. Część lakierowana brązem aluminiowym idzie do natrysku do specjalnego pomieszczenia i stamtąd wraca do pieca. Części lakierowane przechodzą do wykańczalni, gdzie półprefabrykaty, jak na przykład osłony – zaopatrzone zostają w okienka, śruby polombowe itd.
Za pomocą istniejącego transportera przechodzą te części do magazynu rozdzielczego, w którym części lakierowane zostają ze względu na ich objętość – zmagazynowane tylko w miarę dziennego zapotrzebowania – przewożone do magazynu półprefabrykatów liczników względnie zegarów. Magazyn powyższy jest połączony na wysokości I-szego piętra transporterem z trzecim budynkiem. Transporter ten w szczelnie zamkniętym kanale, przenosi lakierowane części do budynku trzeciego, skąd zostają one – wzdłuż Sali montażowej – przewiezione wózkiem do magazynu, gdzie części należące do zegarów pozostają, zaś części licznikowe przez windę transportowane są na II-gie piętro do magazynu półprefabrykatów licznikowych.
Droga części lakierowanych od początku Sali do końca magazynu półprefabrykatów jest jedyną przerwą w płynnym, bezpośrednim biegu produkcji. Jest to jednak transport mało obciążający, który w późniejszym czasie może być zmechanizowany. Każde inne rozwiązanie nasuwa trudności związane z kosztowną przebudową (przeniesienie wind, transportera itd.) bez jakiejkolwiek opłacającej się korzyści technicznej. Przy magazynie półprefabrykatów zegarów jest przewidziana nawijalnia dla cewek do liczników i zegarów. Cewki te badane są na miejscu, a o ile należą do licznikowi, zostają przeniesione windą na II-gie piętro.
2. Sala montowania zegarów – sala jest rozdzielona na 6 części w zależności od grup montażowych, przeznaczonych dla różnego rodzaju aparatów. Z Sali montażowej wszystkie zegary i automaty przechodzą do wzorcowni, a stamtąd do magazynu zegarów. Stąd w miarę potrzeby zegary te istniejącą windą odtransportowane będą do głównego magazynu tj. ekspedycji, która znajduje się na parterze.
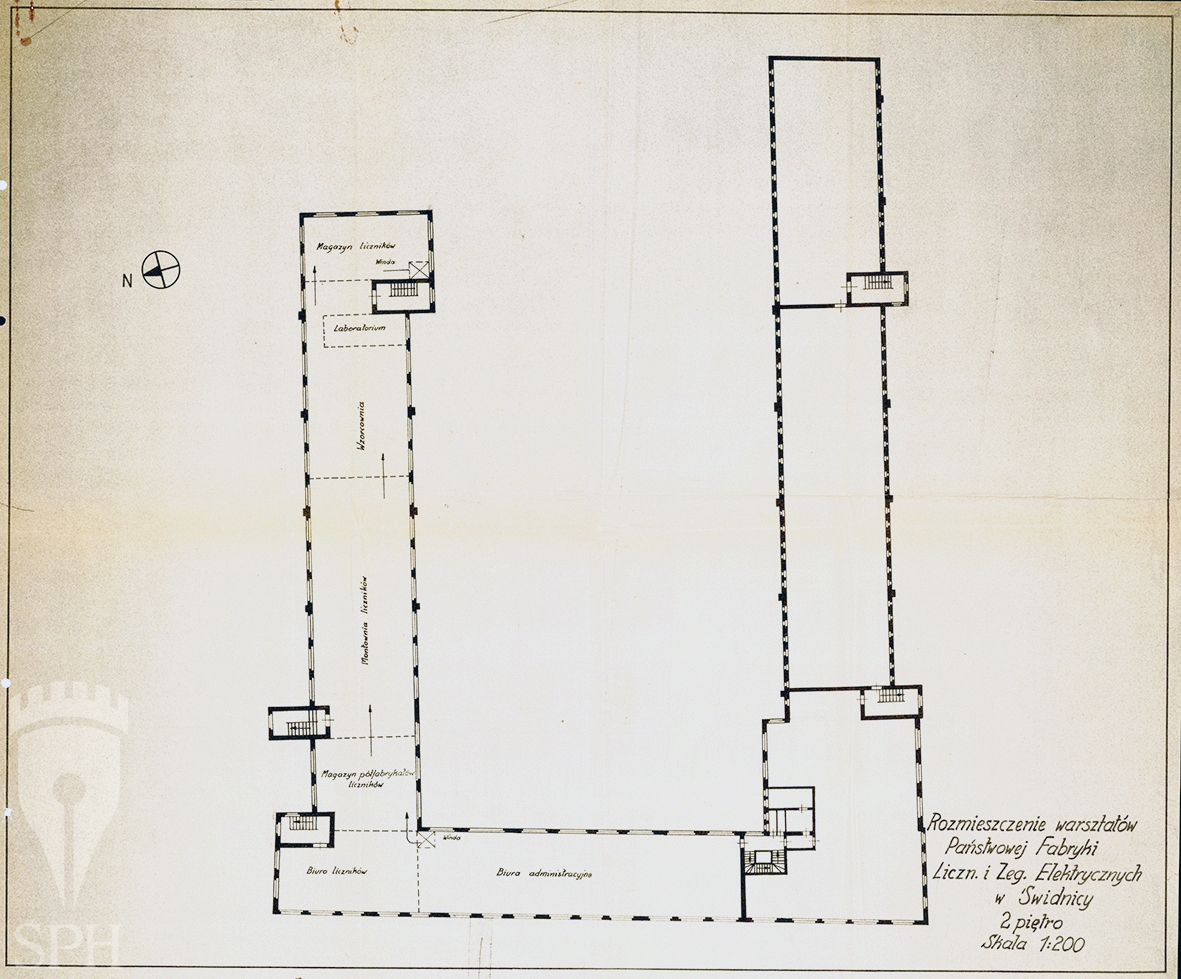
– II piętro
Na drugim piętrze trzeciego budynku mieści się oddział liczników. Do magazynu półprefabrykatów licznikowych podawane są windą części z lakierni, galwanizacji i nawijalni. W sali montażowej liczników przewidziany jest na razie 1 stół montażowy, ruchomy, przeznaczony dla 25 osób. Ilość ta po wprawieniu się winna zmontować dziennie 500 liczników. Dalej przewidziany jest drugi stół do montowania liczydeł, jak również 1 stół ruchomy i stół montażowy (w przyszłości) dla liczników trój-fazowych bez i z przewodem. Sala montażowa sąsiaduje z wzorcownią, w której przewidziano 7 tablic do synchronicznego cechowania liczników trój-fazowych. Poza tym przewidziane jest laboratorium do wzorcowania liczników porównawczych, względnie do indywidualnych badań problemów bieżących.
W wzorcowni przewidziane jest miejsce dla ewentualnego ustawienia w przyszłości zespołu do cechowania.
Zachodzi naturalnie możliwość, że w czasie realizacji powyższego planu okażą się potrzebne drobne zmiany. Zaznaczamy, że przygotowanie pomieszczeń wg nakreślonego planu jest w toku i prosimy w razie jakichkolwiek zastrzeżeń o odwrotne zawiadomienie nas.
Plan ustawienia maszyn znajduje się w opracowaniu, jednakowoż rozwiązanie bieżących problemów technicznych, nie pozwala na natychmiastowe jego wykończenie.
Pod dokumentem podpisali się dyrektor naczelny inż. Stanisław Gerson oraz dyrektor techniczny inż. E. Lang. Załącznikami do tego opracowania były plany parteru oraz I i II piętra, które zamieszczamy w artykule.
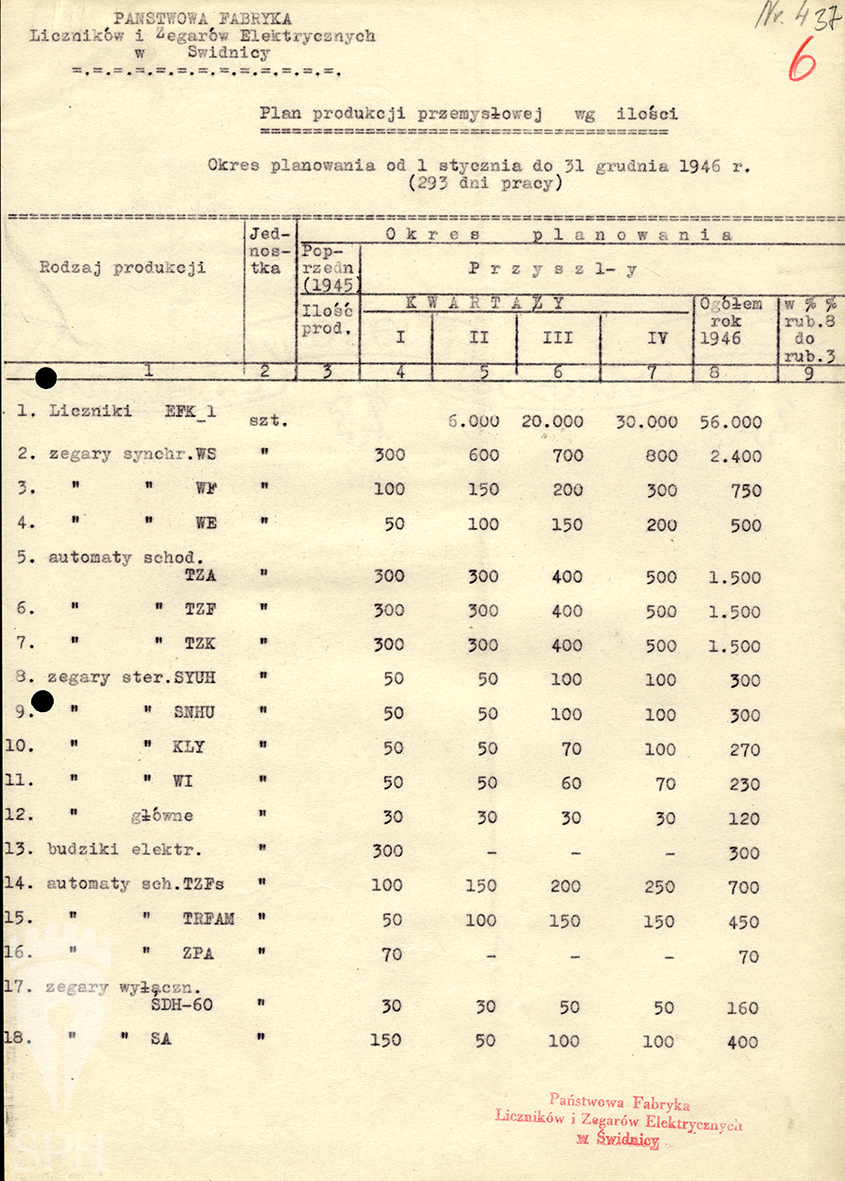
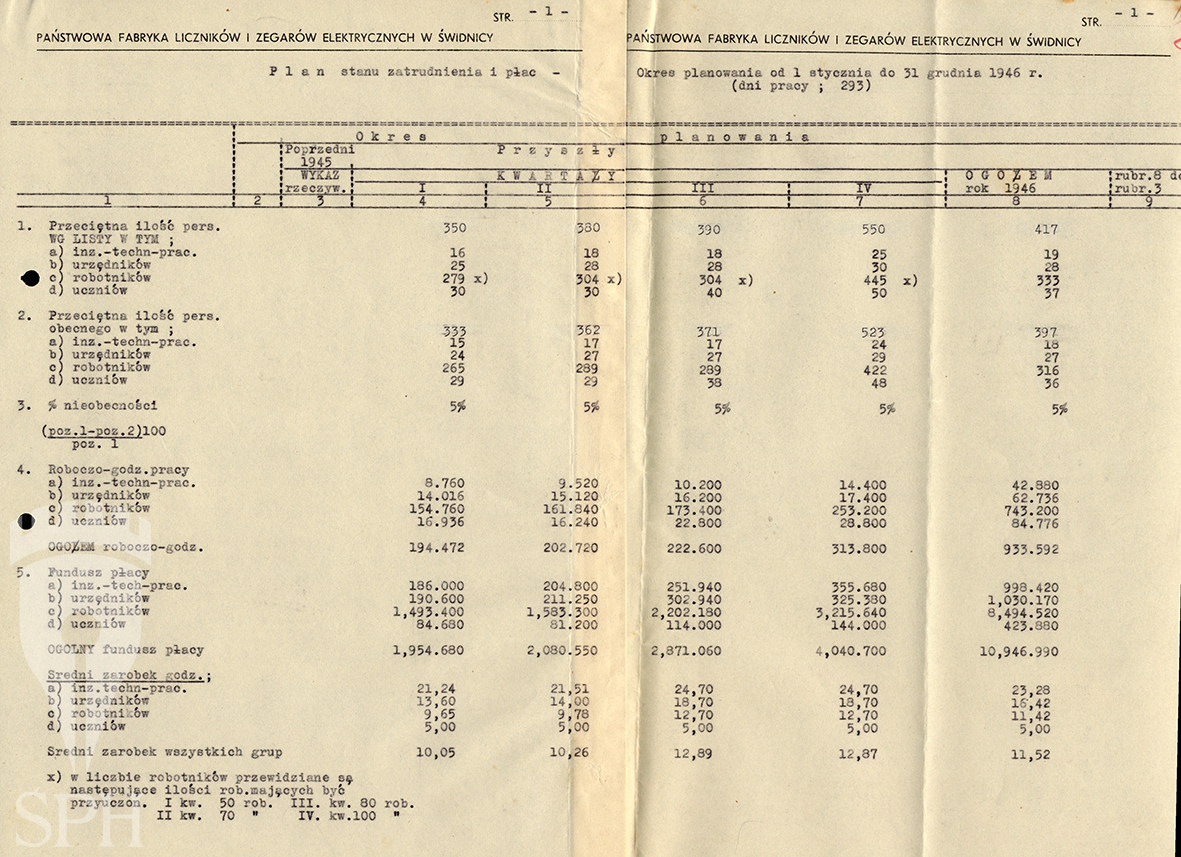
Interesującymi dokumentami są także plan zatrudnienia oraz plan produkcji w okresie od 1 stycznia do 31 grudnia 1946 roku, które prezentujemy poniżej.
Andrzej Dobkiewicz (Fundacja IDEA)
11 LIKES








Skomentuj jako pierwszy!